Tudor steps out on its own with a new manufacture
Ever since Rolex founder Hans Wilsdorf created
“Montres Tudor S.A.” in 1946, the expressed mission of the brand was to produce watches that would, in Wilsdorf’s own words, “sell at a more modest price than Rolex watches, and yet one that would attain the standard of dependability for which Rolex is famous.” To that end,
Tudor has always sat in the colossal shadow of big brother Rolex. Vintage Tudors would bear the mark “Original Oyster Case by Rolex Geneva” as proof that Rolex had certified their quality and reliability. Even after Tudor started producing its own in-house movements in 2015 through movement manufacturer Kenissi, a majority of the operational processes including assembly, quality control and R&D were conducted at Rolex and Tudor’s joint headquarters in Geneva. That is no longer the case with the completion of Tudor’s brand new manufacture in Le Locle.

Kenissi Manufacture assembly
The bucolic city of Le Locle (third smallest in Switzerland) is a wholly suitable location to house a manufacture, not least because of its historic significance as the birthplace of the watchmaking industry (along with neighboring La-Chaux-de-Fonds), but many of the industry’s component suppliers continue to operate there. This close proximity to its suppliers as well as integrating Kenissi into the manufacture’s neighboring wing ensures Tudor can continue to offer hard-to-beat value proposition watches at extremely competitive price points. A week before the madness of Watches and Wonders would descend on Geneva, Tudor opened the doors to its new manufacture, welcoming a select group of visitors for the very first time. We were fortunate enough to be given an opportunity to peer behind the curtain of watch manufacturing at an industrial-scale, but fine-tuned to extract every ounce of efficiency imaginable.

TUDOR Manufacture Building
Located on Rue de France 63, the manufacture cuts an imposing figure on the side of a single carriageway, belying its relatively compact profile of 150 meters in width and rising 30 meters above the ground. Alternating bands of corrugated metal paneling painted in Tudor’s unmistakable red distinguish one half of the structure to the other, a more muted, steely grey exterior that houses the movement assembly operations of Kenissi. Three years in the making, the manufacture became operational in 2021 but Tudor estimates that it will take a further two years to relocate all staff, machinery and equipment from its previous premises in Geneva.
I was told that at the very least, the new references from this
year’s Watches and Wonders fair will be manufactured in this new building. Well let’s put some figures into perspective: Tudor currently produces 700 different watch references which are sold in 80 countries. Completely centralizing production to meet the demand from 1,700 points-of-sale is no mean feat and would most definitely require meticulous planning and a fair bit of time.

Kenissi Manufacture Building
The Foundations
From the get-go, Tudor’s ultimate goal for its new manufacture was maximum optimization and efficiency in order to maintain an affordable product price point for the average watch consumer. Ironically, they didn’t make it easy for themselves by picking a site with significant amounts of groundwater. That meant extensive construction work would be necessary to ensure the foundations were sufficiently solid to bear the weight of the above-ground structure.
Firstly, 330 concrete pillars each measuring a whopping 30 meters long, were drilled into the lower-level bedrock to create a firm foundation. Secondly, the underground structure containing the infrastructure vital to the building’s functioning had to be shielded from the surrounding moisture. A waterproof membrane consisting of tiny yellow vessels envelops the concrete walls of the underground structure, creating an impenetrable barrier. Despite the environmental challenges of building on such an area, the choice of location might make more sense if you knew that the land the manufacture sits on is owned by none other than Rolex. Yes that’s right, Rolex doesn’t only make watches, it is a landowner as well.

TUDOR Manufacture assembly
But back to the building’s design. What are some of the vital infrastructure that can be found under the ground? There is a heating, ventilation and air-conditioning (HVAC) system that regulates the building’s temperature and humidity levels, guaranteeing a consistent environment that is crucial for the assembly of movements and entire timepieces. Standard fire safety regulations require a regular water sprinkler system to put out internal fires but a liquid-based system is not suitable for production areas. Due to the delicate nature of the equipment and manufacturing components found in those areas, a “dry” fire suppression system using nitrogen had to be installed instead.
The entire building’s insulation consists of wood taken from the surrounding forests which are first broken down into flakes and then compressed into cylinders by a specialized machine. These cylinders limit the need for active heating during the winter months, thereby reducing the building’s overall energy consumption. Another nod to Tudor’s sustainability efforts can be found on the roof where 442 solar panels generate enough electricity to meet most of the building’s energy needs.

TUDOR Manufacture testing
The Automated Stock System
Now that we know what keeps this new manufacture humming along, let’s get to the heart of the matter: how wristwatches are made here. We start with the heart of the manufacture which is literally at the center of the building, the black portion in the middle that separates movement assembly from final assembly. This section contains the automated stock system, a completely autonomous, cutting edge solution for the efficient management of mass production operations. Tudor requested that this system remain a secret as it had been customized to meet their specific needs and so photography was prohibited in this area, which is usually closed off to visitors anyway.
It starts with a cavernous vault located behind reinforced walls, secured by a sizable round-shaped door similar to the type found in walk-in bank vaults. We weren’t allowed entry into the vault either unfortunately, but we were told that this storage area is so vast that it is able to house every single component necessary to assemble the 700 different watch references in current production. The components themselves are stored in standardized trays with multiple compartments. The main benefit of using standardized trays is the efficient use of the storage area available as the racks that store the trays can be constructed with uniform dimensions. As with the production assembly areas, a waterless fire protection system has been employed here as well.

TUDOR Manufacture Testing
When a watchmaker requires a particular set of components, they may request for it and the system automatically retrieves the requisite tray from the vault and places it on a fully automated tray delivery system that connects the whole building. Dials, movement parts, cases and even fully assembled watches can be delivered to any workshop within 10 minutes, whether from the central vault or between production areas. Each workshop has its own delivery station serviced by two main lifts to send and receive the component trays.
TUDOR Manufacture Testing
The assembly and fine-tuning of such a unique just-in-time delivery system was probably one of the most complex and time-consuming operations during the building’s construction. However, with such an advanced system, Tudor have significantly reduced the need for watchmakers to leave their benches to collect parts and they can have uninterrupted focus on their individual tasks.
TUDOR Manufacture assembly
The Movement Manufacture – Kenissi
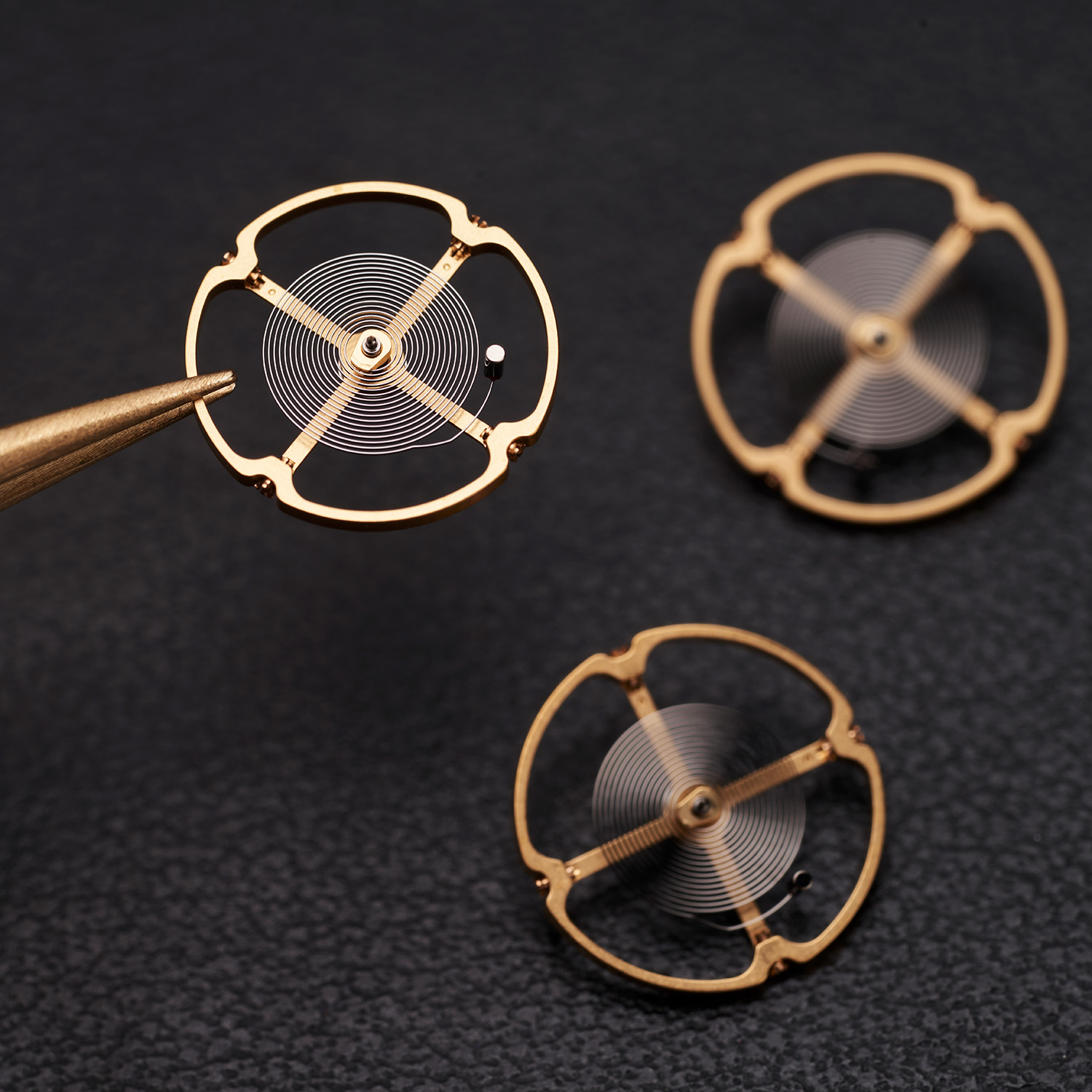
The next step of the production journey takes us to Kenissi, Tudor’s in-house movement manufacturer. If you don’t already know the story behind Kenissi (translated from the Greek word ‘Kinesis’ meaning ‘in movement’), here’s a quick rundown. Back in 2010, Tudor founded a project with the aim of developing the capability to produce internally robust, high precision, high power reserve movements with the capacity of being customized with additional complications. It took five years of R&D but eventually the first Tudor manufacture caliber, MT5621 made its debut at Baselworld 2015 in the now discontinued North Flag. It was COSC-certified and came equipped with a variable inertia balance with micro-adjustment screws, an amagnetic silicon hairspring and a healthy 70 hours of power reserve.
Kenissi Manufacture assembly

Kenissi Manufacture assembly

Kenissi Manufacture assembly
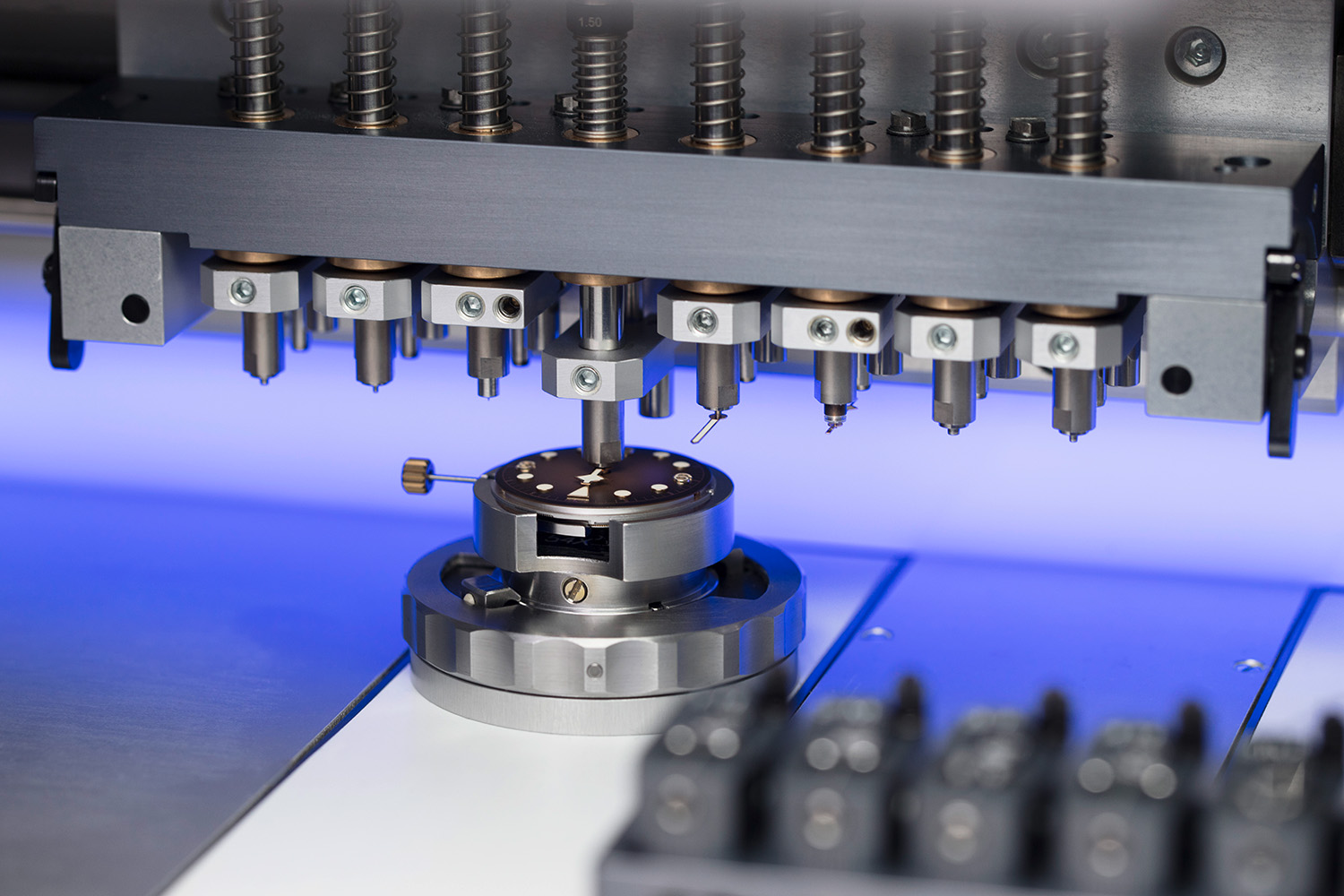
Relying on the manual dexterity of highly-trained watchmakers, assembly is done exclusively by hand. Once a particular process is completed, the partially assembled movement and its holder is placed on a white tray that travels on a conveyor to the next stage of the assembly, at the right time and in the correct orientation. However, certain repetitive processes such as lubrication and clearance measurement of the wheel train have been further automated in order to save even more time.
Kenissi Manufacture assembly
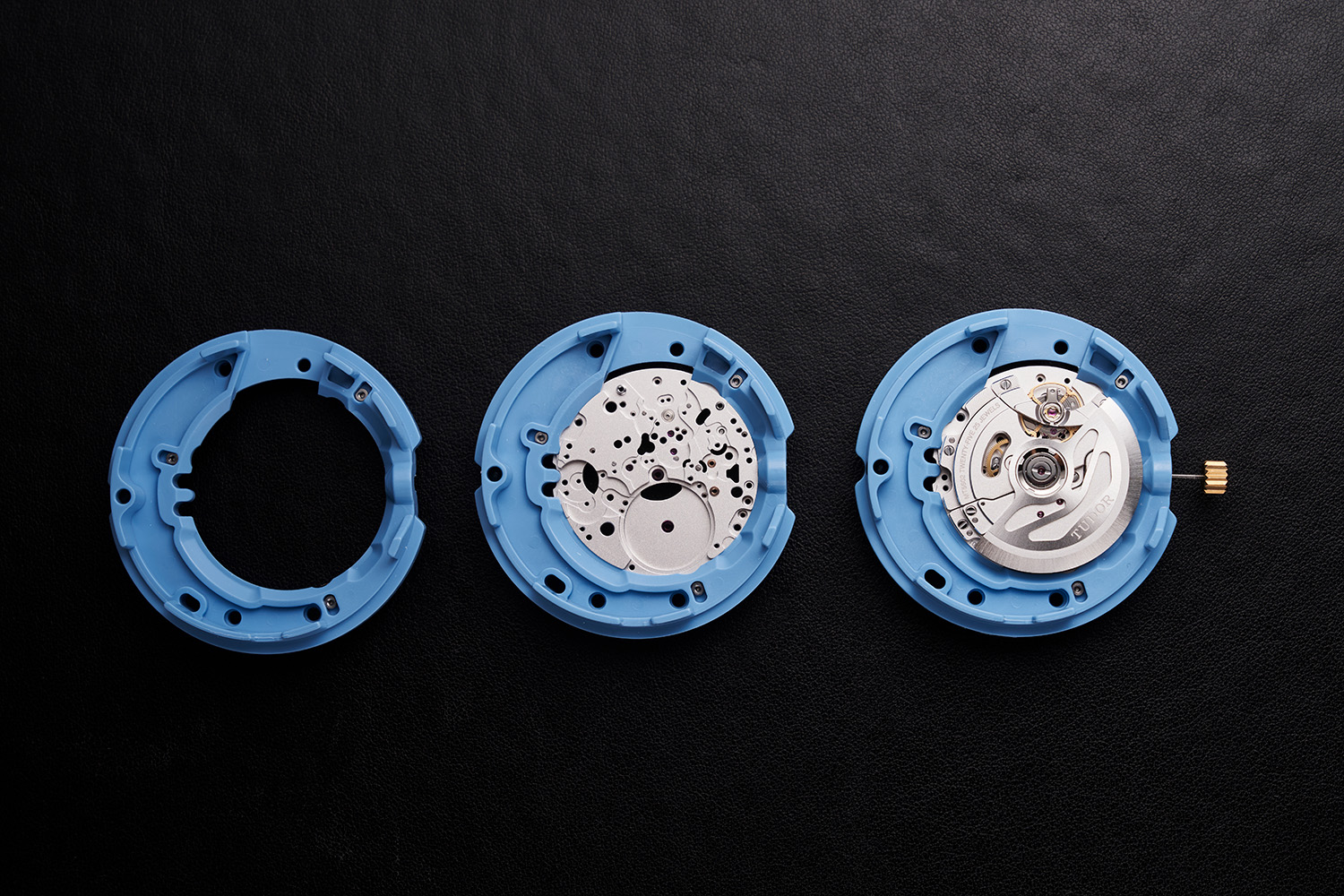
The integration between man and machine is on full display here. The automatic stock delivery system transports the right components from the vault to the appropriate work stations at the start of the two assembly lines. A movement starts out as a bare base plate, mounted on a plastic holder which has a RFID tag underneath. RFID tagging enables data collection and full traceability of all movements during the assembly process, and the data used to constantly improve product quality and overall performance of the assembly lines. The holders themselves come in three sizes to fit all the base calibers used in Tudor watches: small (T20 & MT52 series), medium (T601 & MT54 series) and large (T603 and MT56 series).

TUDOR Manufacture assembly
TUDOR Manufacture assembly
The movement assembly floor is located at ground level so watchmakers do not have to waste precious time traversing different levels daily to get to work. The environment in this area is highly controlled with large triple-glazed windows that can adjust in real-time their opacity using electrochromic technology, allowing just the right amount of heat and light to filter into the room. Access is granted through an air-lock system that removes dust and other contaminants from clothing. Staff then don anti-static coats over their clothing that further prevent dust particles from attaching themselves to the fabric. The HVAC system found in the basement generates a continuous flow of air from ceiling to floor, refreshing the air supply 3.5 times an hour and prevents dust from falling onto work surfaces.



Kenissi as an entity would be formally introduced in 2016 and in one short year, it would offer its movement development expertise to third parties starting with Breitling. Today, the brands that utilize Kenissi movements in their watches include Fortis, Norqain, TAG Heuer, Bell & Ross, Ultramarine and Chanel, with the French luxury house taking a 20% stake in the manufacturer in 2018. Today, Kenissi is fully integrated with movements produced entirely in Switzerland with some components supplied by strategic partners that are owned by Tudor. A notable exception is the silicon hairspring which is still supplied by an independent third party but the hairspring’s design and composition remains solely Tudor’s.
The Final Assembly
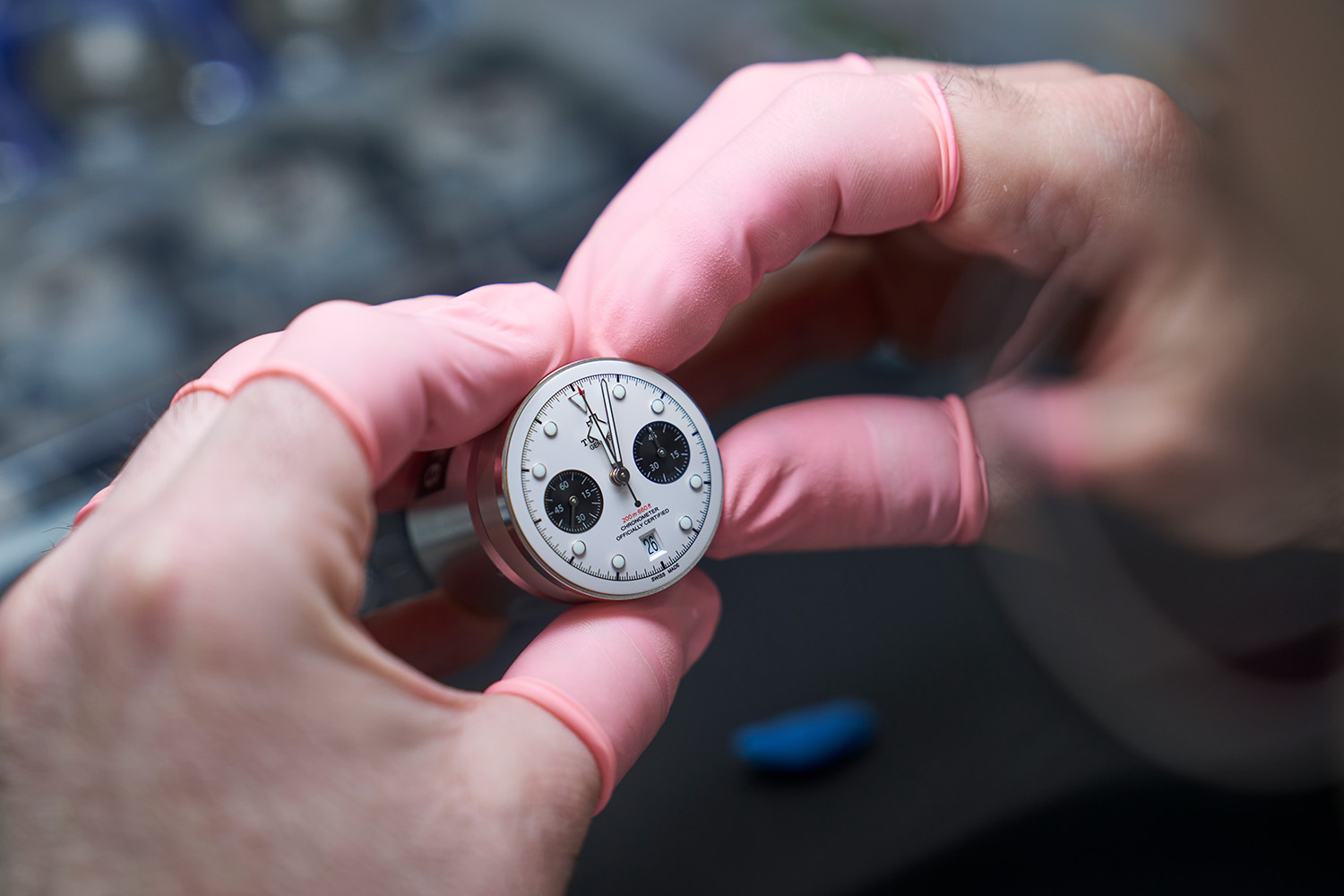
The final assembly area is similarly on the ground floor with the same infrastructure as the movement assembly department. The watchmakers here are trained to assemble at any particular stage, every single reference from the entire product catalogue. They do not work in isolation but in groups of four called a cell. Each watchmaker’s bench is laid out with the exact same tools and equipment so any stage of final assembly can be undertaken at any workstation. The four processes that occur in a cell are dial fitting, hands fitting and two watchmakers dedicated to encasing as it is a comparatively more time-consuming task and more manpower is needed to keep up with production demand.



To build camaraderie within a team, watchmakers generally do not switch over to other cells. Checks are conducted at each stage to ensure a consistency in quality and a final round of quality control completed by an independent, standalone cell. Any issues found will be immediately rectified by the watchmaker that last worked on the watch from the previous stage. While the vault may have room to store every necessary component, fully assembled watches are not stored on site and have already been allocated to points of sale worldwide. Such logistical planning to achieve just-in-time manufacturing and distribution is extremely impressive.
Performance Control
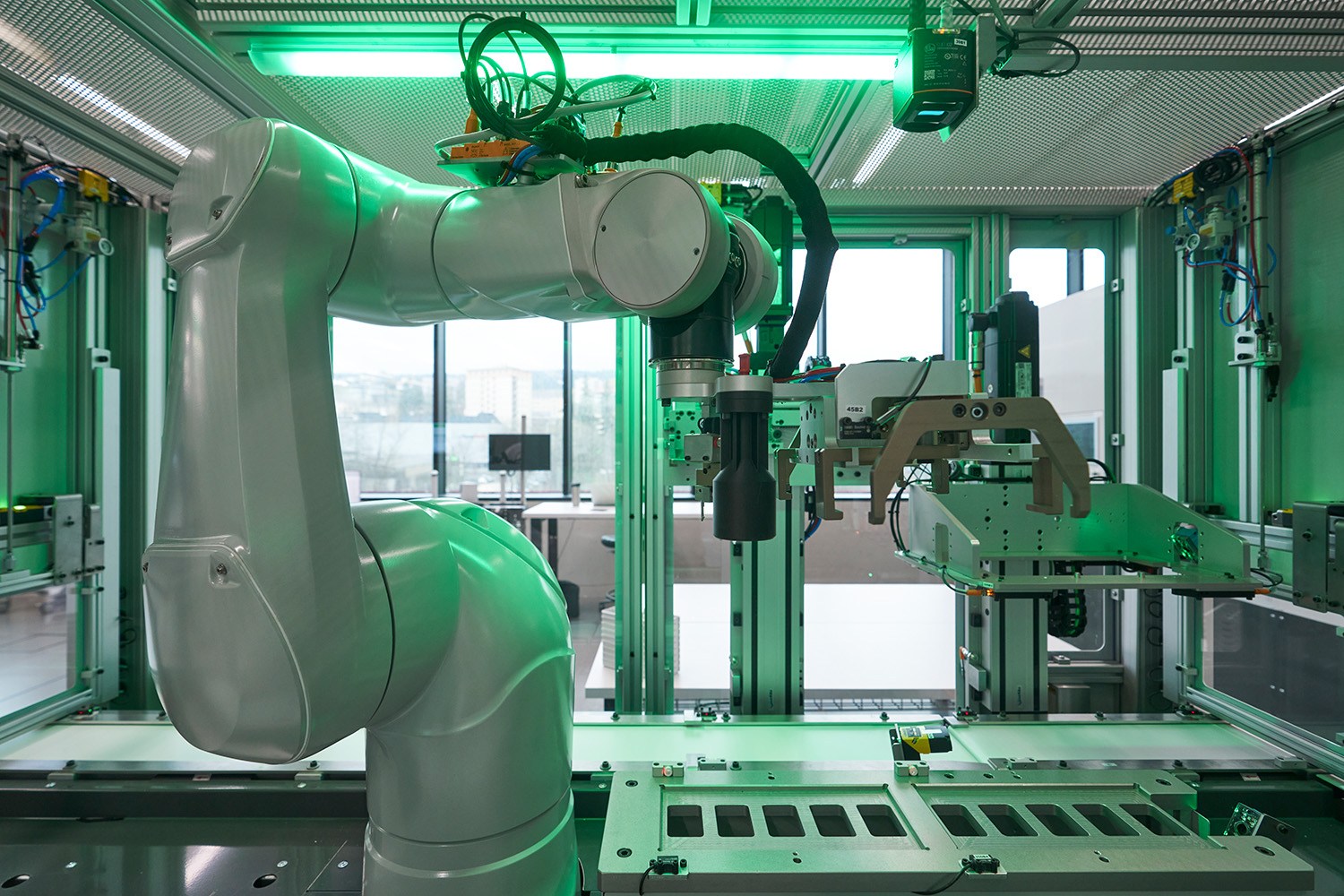
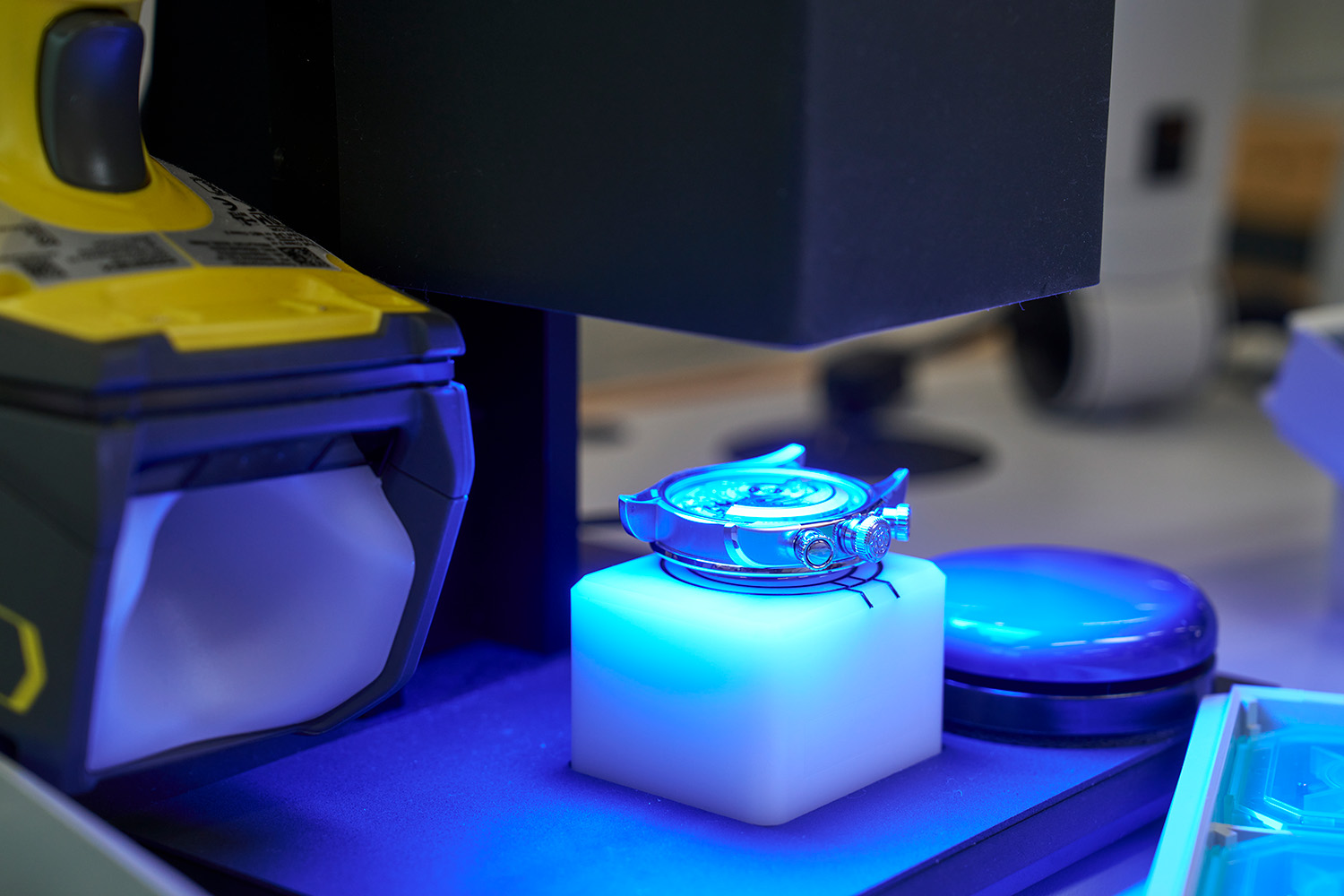
We go up a floor to the performance control department where assembled watches are put through a battery of tests to measure their accuracy, power reserve, water and magnetic resistance. Even here, Tudor have designed the testing processes to be fully automated. Robots following pre-defined pathways on the floor carry trays of watch heads to the various testing stations completely unaided. The testing machines are massive pieces of equipment with a combined weight of 46 metric tons, and all proprietary to Tudor. They are all connected to a GPS signal that ensures all measurements are absolutely precise. Such specialized equipment are crucial as the brand has grand plans to expand METAS certification moving forward.
There is even a small METAS office at the far end of this floor staffed by employees directly from the testing organization to maintain independence of testing. You may recall the first METAS-certified Master Chronometer from Tudor was the Black Bay Ceramic back in 2021 and a second piece from this year’s Watches and Wonders has also been certified, the 41mm Black Bay with a red bezel. There are eight tests in total to complete METAS-certification and four of them are related to magnetic field exposure. It’s no wonder that one of the most prominent pieces of equipment is the permanent magnet that is capable of exposing watches to a magnetic field strength of 15,000 gauss, the METAS standard of magnetic resistance.

TUDOR Manufacture testing
It’s pretty cool to see trays of watches being conveyor-ed into this giant magnet and put through their paces. Another nifty machine is a stocker that is able to store watches in different positions and at different temperatures during the various stages of testing. This stocker is fed by multiple conveyor belts that transport the watch trays dropped off by the robots continuously. This is a section of the manufacture that never sleeps and since January this year, tests have been running 24/7.
Final Quality Control
Arriving at the top floor of the manufacture, we find the department that conducts the final quality control checks and marries watch heads to bracelets before they are shipped to boutiques worldwide. The technicians here, like their colleagues in the final assembly department, are trained to fit any bracelet or strap of any material for all watch references. You may think attaching a strap is a cinch and takes no time at all but to do so repetitively and perfectly every single day, when the tolerances between metal bracelets and cases are extremely fine, is a monumental undertaking. Any slip of a spring bar or a tool will mar a perfectly finished case and it will have to go back to be refinished, affecting production lead times. The training that technicians undergo is to repeat the task with no time pressure whatsoever until they are fully confident of executing perfection. Only then will they be allowed to work on commercial pieces.

TUDOR Manufacture bracelet fitting
Another incredibly important function that is performed here is quality control of watch components when they are first delivered to the manufacture. Dials, bracelets, cases all have to be checked individually to ensure they are within tolerances before they can be stored in the vault, waiting to be called up by watchmakers during assembly.

TUDOR Manufacture Testing

TUDOR Manufacture assembly

TUDOR Manufacture Final Assembly
I have to say it was an absolute treat to have been given an all-access tour (save for the vault!) into Tudor’s new manufacture and having visited the factories of other brands, this has probably been one of the most comprehensive and insightful displays of industrial-scale watchmaking at its finest. The entire operation has been thoughtfully designed to manufacture a product of exceptional quality at a price point that is incredibly hard to match. As Rolex continues to move upmarket, Tudor has remained true to the mission set out by its founder and at the same time continually improves their offering by incorporating quality standards such as METAS. Such a value proposition is one that I can totally get behind and undeniable proof that Tudor has come of age and deserves to stand on its own.