A tour inside Patek Philippe’s no-expense-spared new facility brings some eye-opening insights into what it means to be truly vertically integrated.
When one of the world’s most important watch manufactures announced the completion of its expansive new facility in Plan-les-Ouates, the news naturally sparked immense curiosity and anticipation. The magnitude of this achievement left many wondering about the potential it held for Patek Philippe’s future, particularly in terms of production volume. A few months ago, Patek Philippe opened the doors of its new PP6 manufacture to members of the press, granting us the opportunity to witness the inner workings of a uniquely vertically integrated production that most other industrial luxury watch brands would give their right arm to have.

PP6 comprises a total of 10 stories, four of which are underground — two for plant areas and two for parking. Above ground, there are four production floors, a training floor, and a restaurant located on the top level.
Within the facility’s walls lies the embodiment of Patek Philippe’s two distinct yet evenly matched strengths — an unceasing spirit of innovation and a remarkable consistency in quality at scale and across price points. This accomplishment is a result of effectively managing and optimizing the synergy between advanced machinery and human expertise. As emphasized by the brand, the primary aim of the new PP6 facility is not to augment production volume significantly, but rather to optimize manufacturing processes under one roof while also enhancing production capabilities for their complicated and Rare Handcrafts watches. Last year, Patek Philippe produced a total of approximately 66,000 watches, which is around 6% more than the last reported annual production.
An industrial park at the periphery of Plan-Les-Ouates has been the home of Patek Philippe since 1996. Patek Philippe was the first to begin the process of consolidating all its disparate workshops previously scattered across Geneva into a single site. Its relentless pursuit of in-house knowledge and expertise has prompted significant expansion plans since their early establishment in Plan-Les-Ouates, preceding the presence of Rolex and Vacheron Constantin.
Patek Philippe, however, continues to maintain its presence in La Chaux-de-Fonds, the cradle of fine watchmaking, where it united three workshops — case making and polishing, including some bracelet components (Calame), as well as gem setting (SHG) — under one roof in 2008. Its horological empire also includes a dial-making workshop (Cadran Flückiger) in Saint-Imier, a movement casing workshop (Allaine) in Alle, a finishing workshop (Betakron) in the Jura, as well as a production centre encompassing haute horlogerie and repairs (Patek Philippe La Vallée SA) in Le Brassus.
When stepping foot inside PP6, its sheer dominance is resounding. Inaugurated in 2020, it sits a stone’s throw from Patek Philippe’s headquarters, its construction spanning five long years, followed by several additional months to complete its outfitting. It was so named as it represents the sixth wing within the entire premises. The headquarters, situated in the main building, is composed of four wings. The fifth wing, PP5, was built in 2009 to accommodate the production of movement parts. However, PP6 has now taken over from PP5 as the company has fully utilized the maximum permissible plot of land in Plan-les-Ouates. In other words, the functions once accommodated in the single-floor PP5 have now been shifted to PP6. Today, Patek Philippe’s Plan-les-Ouates manufacture accommodates approximately 2,000 employees.

Lobby of PP6
The building concept was envisioned by Frisk de Marignac Pidoux, while the interior architecture was designed by Frei & Stefani. PP6’s magnitude is easily grasped through a few figures. Stretching 189 meters in length and reaching 34 meters in height above ground, its total floor area spans a staggering 133,650m². Bringing this project to life required an investment of CHF 600 million — CHF 500 million for the construction of the edifice, while the remaining funds were channeled into its interiors, machinery and equipment.
The building comprises of 10 stories, four of which are underground — two for plant areas and two for parking. There are four production floors in all, followed by a training floor, as well as a large restaurant on the top floor.
The ground floor (level 0) is dedicated to the production and finishing of mainplates and bridges. Wheels and pinions, on the other hand, are made from scratch and finished on the first floor. The second floor is where the production, manual polishing, and assembly of cases, bracelets and other external components are carried out. Patek Philippe’s case and bracelet making department that was previously located in Perly has now been moved here. This floor also houses the production of spare parts as well as gem setting.
The third floor is home to the research and design division, including the Patek Philippe Advanced Research department. Unfortunately, it was out of bounds during our day of visit. The fourth floor, on the other hand, is dedicated to rare handcrafts, where skilled artisans carry out crafts such as engraving, enameling, and guilloché work.
Mainplate and Bridge Production
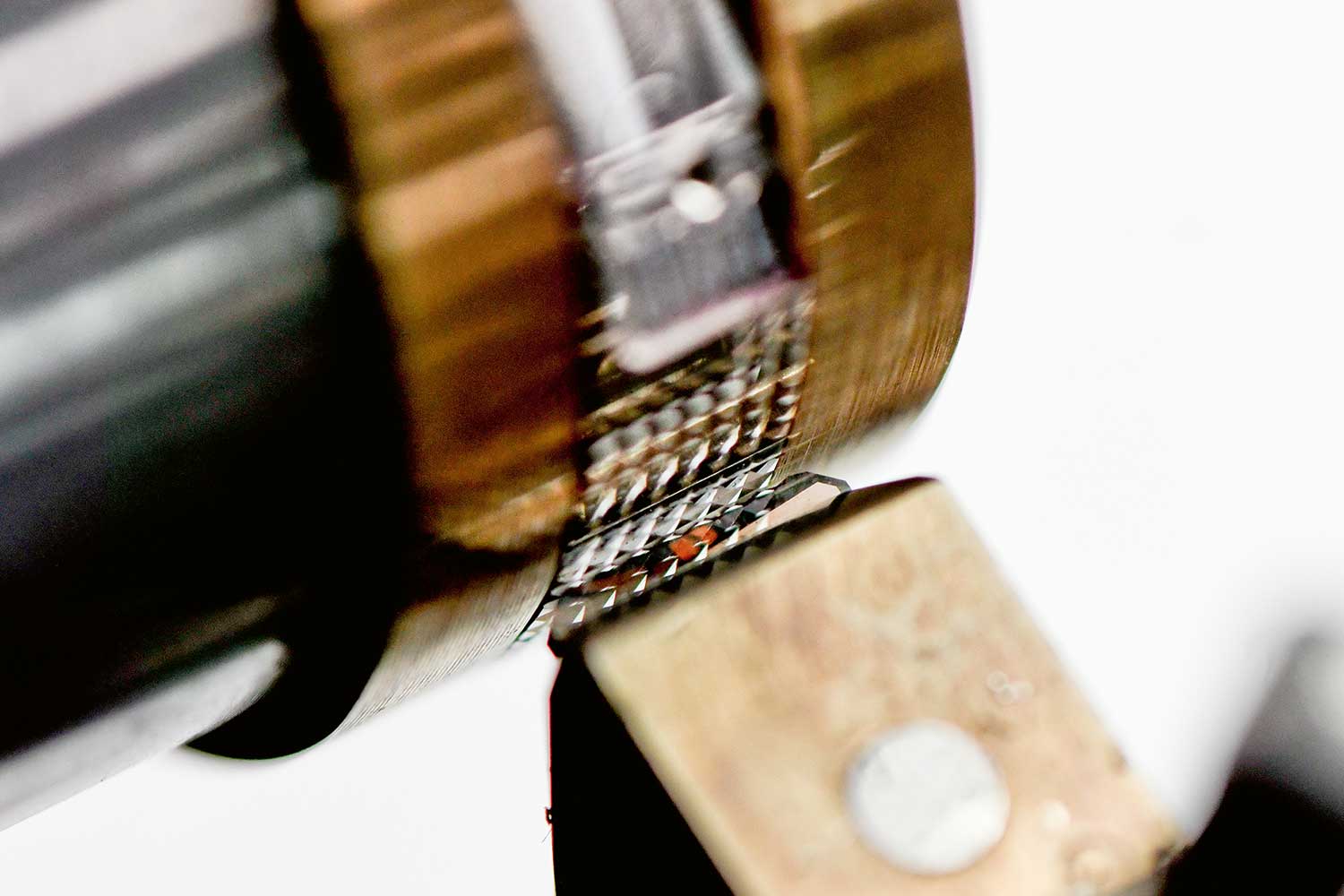
PP6 houses a fleet of over 400 state-of-the-art production machines designed in accordance with the brand’s requirements for small-series production. CNC (Computer Numerical Control) machines are automated systems used to control the movement of cutting tools with high precision and efficiency. It moves the cutting tool along the X,Y and Z axes according to the CAD design. The CNC software generates G-codes, which are a series of numerical instructions that dictate the speed, direction and distance of the movements, ensuring precise and repeatable machining operations.
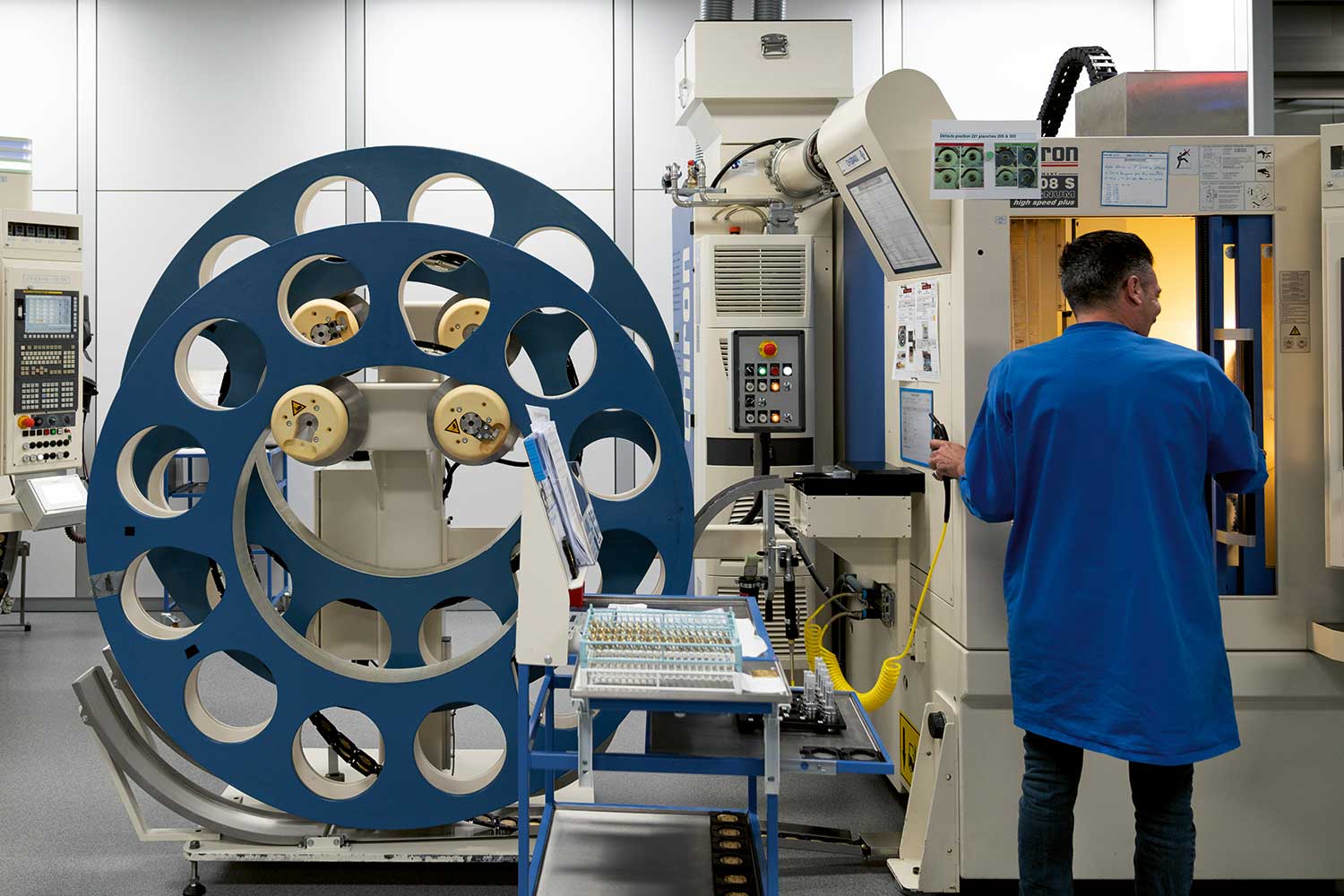
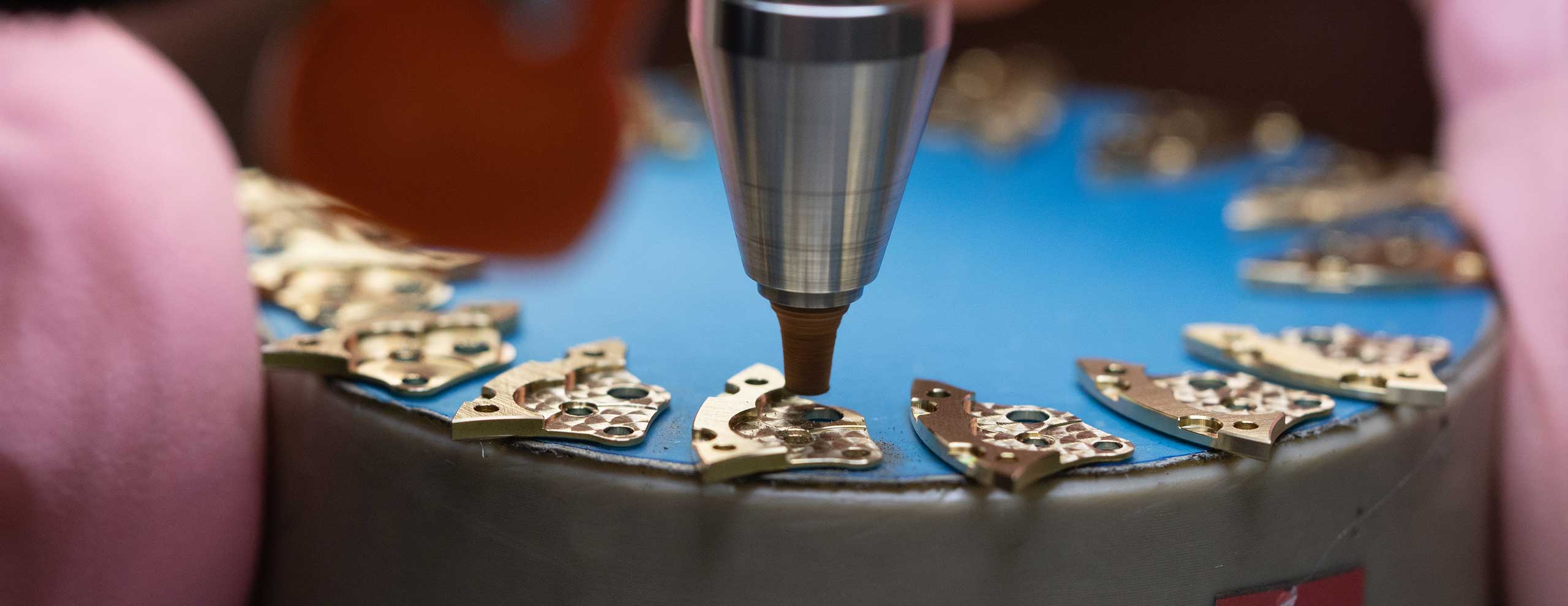
A CNC machine with a large feeding wheel is used to process square plates made of brass, forming a mainplate or a bridge

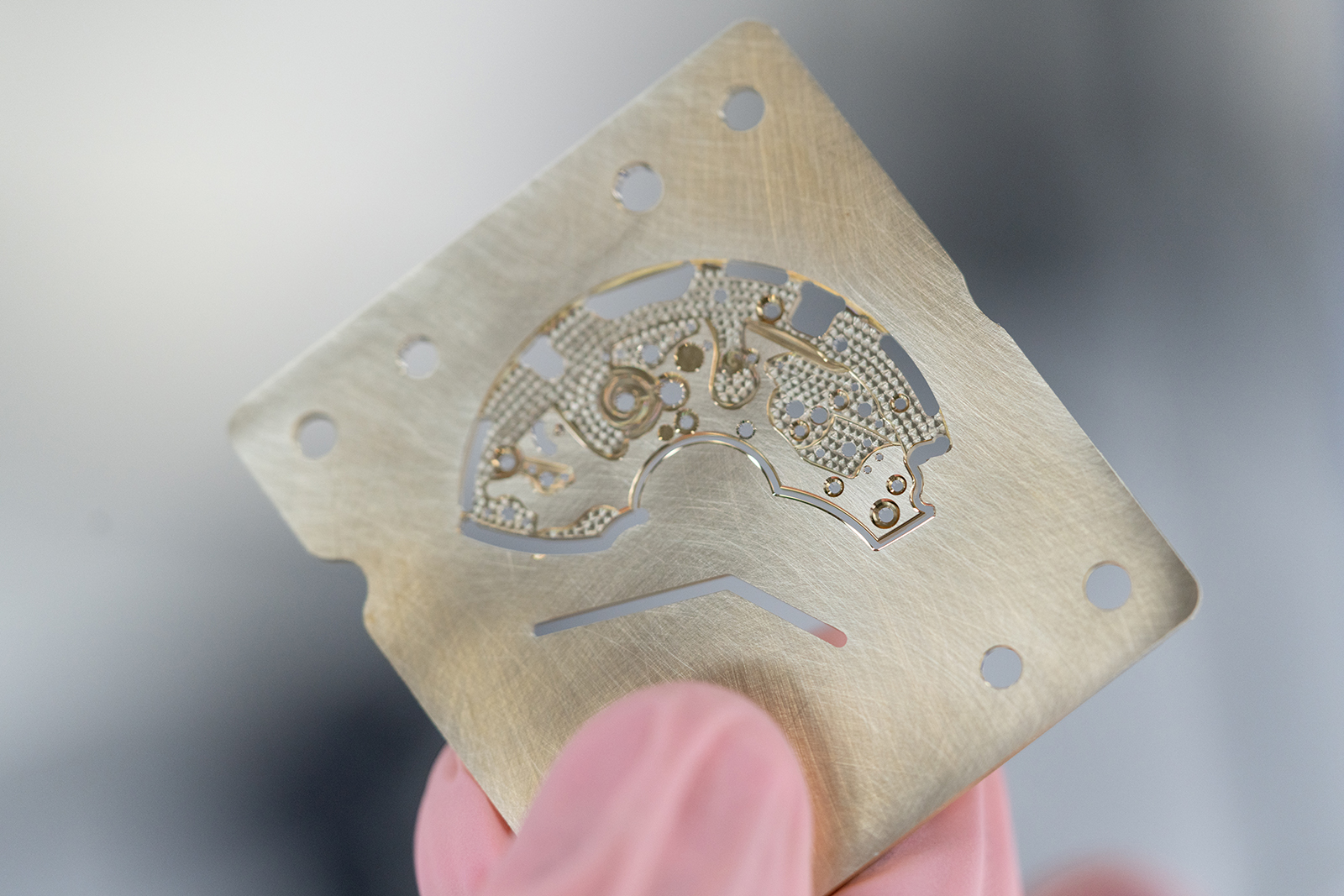
The various stages of mainplate production
CNC machining is a topic that many watch enthusiasts would rather avoid, but it is essential in producing large batches of complex and precise parts around the clock. While there is rising interest in artisanal independent watchmakers today, some of whom continue to produce watches entirely by hand, albeit at a rate of under three watches a year, the ability to scale up production while maintaining a consistently high degree of refinement is a challenging art and the reason why Patek Philippe is the envy of the rest of the industry.
At the entrance of each production floor is a schematic diagram that shows the numerous processes involved at each step of the manufacturing journey. On the first production floor where mainplates and bridges are made, CNC lathes are used to process square plates made of brass. The underside of each plate undergoes milling and drilling using a large CNC milling machine with a huge feeding wheel. The resulting brass disc features holes and recesses to accommodate various parts.

A freshly machined square plate

Applying circular graining to a bridge

The mainplate after being removed from the square plate
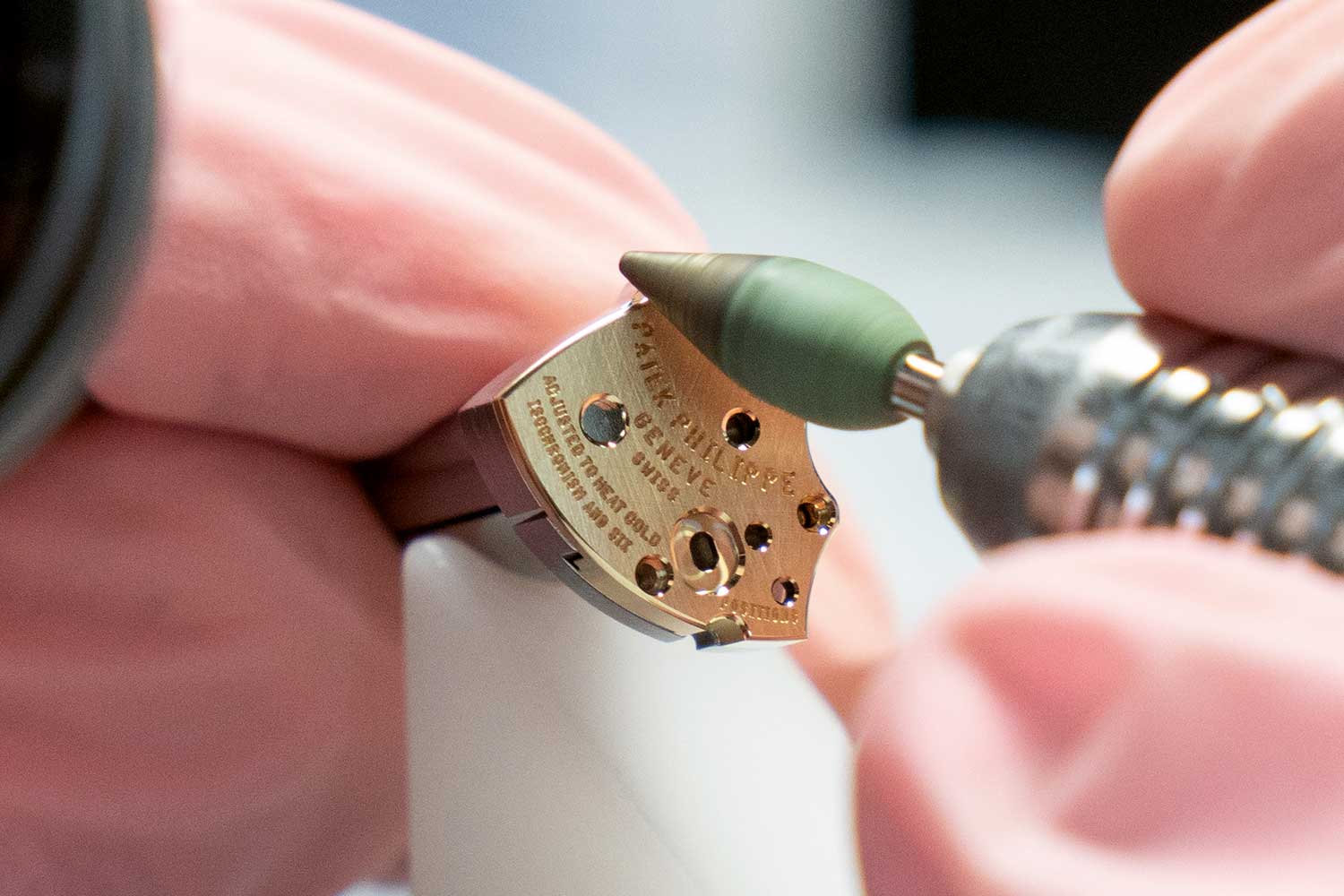
Subsequently, the underside of the plate is machine finished around the recesses before the thickness is checked. Only then will the top side of the plate be machined. Then, its contour is milled and rounded, forming a mainplate or a bridge. Afterward, the bridge is mechanically engraved with the Patek Philippe branding and then washed to remove any residue of oil or other potential contaminants. The bridge is then gilded. At this phase, red varnish is also applied in the hollows of gilded numbers and logos to ensure that they will remain gold even after rhodium plating.
Parts as Art
Next, any minute burrs or tiny scraps of material remaining on the bridges from machining are removed using a scraper with a narrow spearlike head and manually checked for quality control. Once completed, they are then ready to undergo hand finishing.
The mainplates or bridges are first decorated with perlage, also known as circular graining. It involves creating a pattern of small, overlapping circular shapes on the surface using a rotating abrasive tool. The operator must carefully push a lever downward to decorate the surface with a circle, and repeat the process with uniform pressure while ensuring that the rotating tool touches the plate at the right location.
Perlage executed on the recesses of a bridge
This decorative technique serves to eliminate machining marks, giving the surface an attractive luster while improving its resistance to corrosion. There are plans at each station that indicate the size of the circular graining to be executed. According to our guide, these plans were provided by a major department known as “the method”, responsible for translating construction plans into production schemes.
The edges of the bridges are then beveled using a handheld rotary tool, followed by straight graining on the squared-off sides of the bridge using an abrasive pencil-like tool. The craftsman gently strokes along the surface, creating parallel lines that give the metal a velvety, matte texture.
Beveling using a handheld rotary tool
The bridges are then decorated with Geneva stripes also known as Côtes de Genève. This decorative pattern consists of fine scratches that form parallel lines, creating a distinctive visual illusion of waves. The specialist operates a lathe equipped with a rotating abrasive tool head set at a slight angle, skillfully guiding the tool head along the mainplate or bridge’s length in a continuous and seamless motion. It is crucial to maintain a consistent speed and angle during this process to avoid creating an uneven and irregular finish.
Finally, the bridges and mainplates are protected from oxidizing with a fine layer of rhodium, which also imparts a distinctive white appearance. The plate and jewels are then loaded into a press fixture and assembled. After which, pins and studs are installed. According to our guide, employees in the finishing and assembly departments receive extensive training focused on a single operation for several months or even years. This requirement underscores the importance of qualities like stability and composure to uphold a consistent level of quality, given the rigorous final assessments that include both visual and mechanical inspections.
Pinions and Wheels
The tour was remarkably thorough, encompassing every aspect of watch production, including the crafting of wheels, pinions and arbors. While most brands that manufacture their own movements do produce these components internally, observing the process of creating these seemingly ordinary parts from the very beginning was remarkably enlightening as we are so rarely reminded of the complexity involved. Much focus has been placed on the aesthetic finishing of movement parts, but the functional finishing of these components is something most of us don’t think that much about. The smallest pinions and pivots must be cut and finished to perfection to achieve maximum efficiency in energy transmission.
Pinions and pivots are made using an automated profile turning machine. This machine contains long bars of brass or steel within a hopper. A bar is fed into a collet, and a combination of cutting tools from the side and a milling tool from the front work to precisely carve the material into the desired shape.

Profile turning machines

On the left and right of the collet are cutting tools, with a milling tool in the foreground
The most eye-opening aspect is the multitude of steps required to finish these parts. A pinion shaft, for instance, must be polished at its teeth using a polishing wheel, burnished at its pivots, chamfered at the edges of its shaft, and polished at the face of the leaves as well as pivot ends. Due to its nano scale, it must be assembled with a brass wheel blank to be worked on and inserted into a pivot polishing machine, and then disassembled at the end.

Polishing the teeth of a pinion
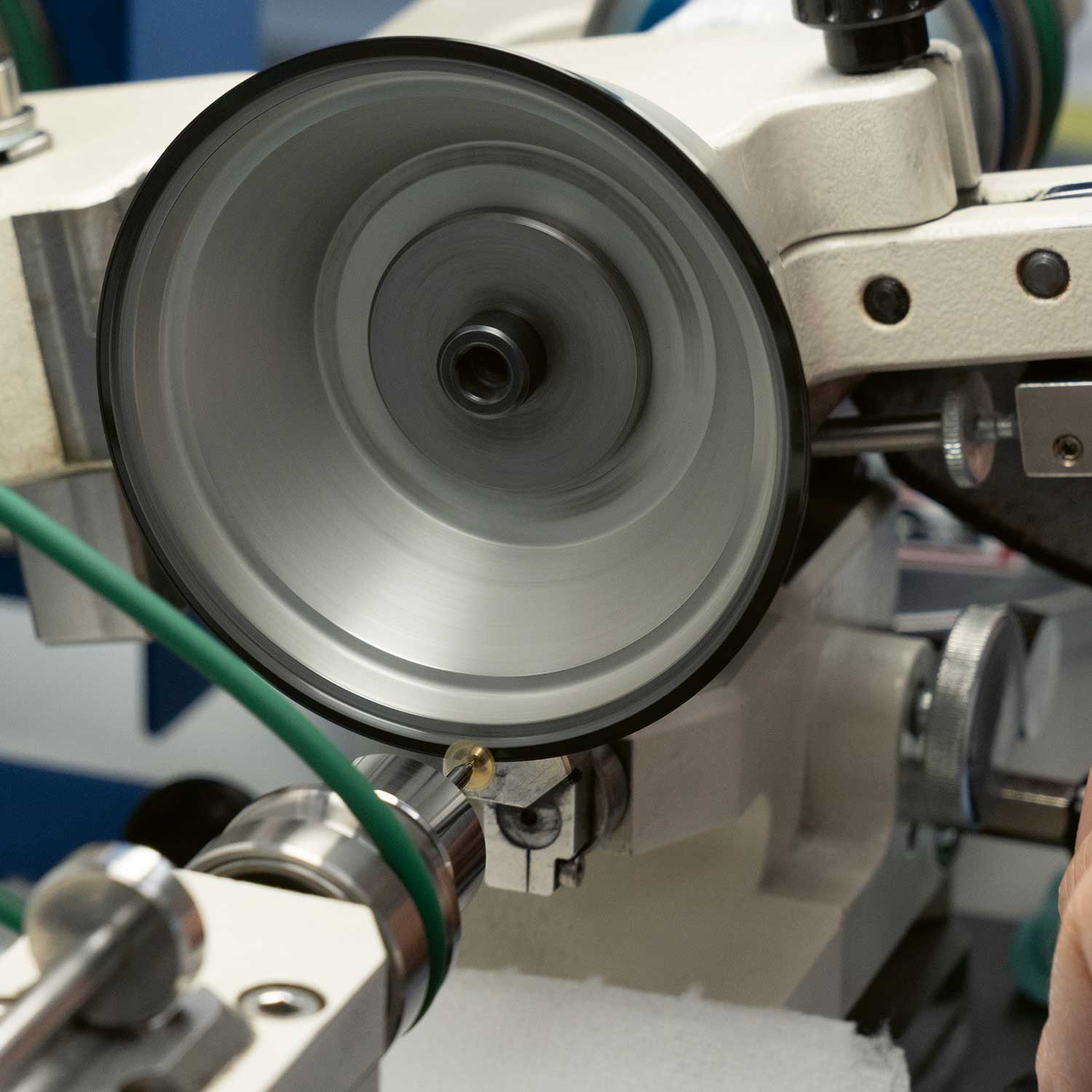
Polishing the face of the leaves

They are then loaded into pivot polishing machine and polished
Spoked wheels, on the other hand, begin life as a brass strip that is stamped in batches using a press and pushed out of the strip. Afterward, the center hole is drilled individually, and the level of difficulty can vary significantly depending on the size of the wheel. Subsequently, the spokes of the wheels are then chamfered and angled using a press tool. They are then finished with circular graining before their hubs are sunk. Next, batches of wheel blanks are gathered on an arbor to undergo teeth machining.

Pinions are temporarily assembled with brass wheel blanks and burnished at the pivots
Following the teeth cutting process, the center hole is recut to a slightly larger size and chamfered. Subsequently, all of them are individually checked for quality. We were told that each specialist is allowed to pursue a different operation within their department, but generally do not switch over to a different department. For instance, a pinion finisseur cannot be moved to the spoked wheel department, highlighting the high degree of specialization required and fostered.

A spoked wheel undergoing chamfering where a press tool is used for adding internal angles to the blanks
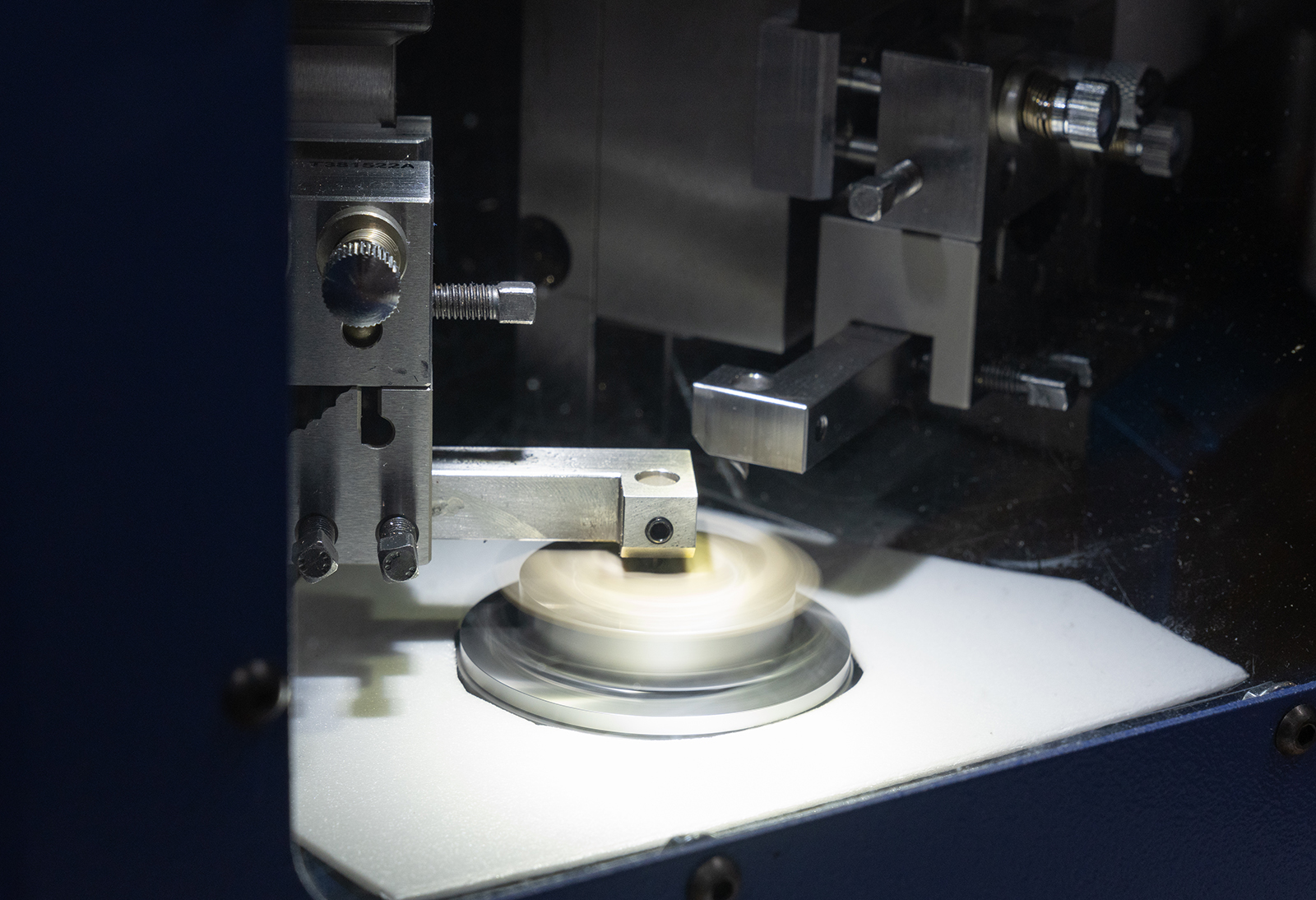
Sinking the wheel
Most of the wheels and pinions for grand complications are also manufactured on this floor. There are as many as 400 different tooth profiles and a total of 17 special wheels, including star wheels, wheel nuts and the distinctive “octopus” wheel with serpentine spokes.
Case and Bracelet Making
The case and bracelet-making department, previously located in Perly, as well as the gem-setting department are now housed on the second floor of PP6. We had the opportunity to observe several production processes of the Nautilus bracelet.
Bracelet making starts off with long metal bars, which arrive at the manufacture pre-shaped with a lengthwise recess down the center. This is to limit the time spent on machining the links into the shape of an “H”. These bars are loaded into a bar-fed machining center and milled to form individual links. These links then undergo several stages of measurement and quality inspection, including manual control, gauge-based control, video measurement control, and finally, three- dimensional control, to ensure geometric accuracy.

After undergoing the first round of finishing, the bracelet is assembled
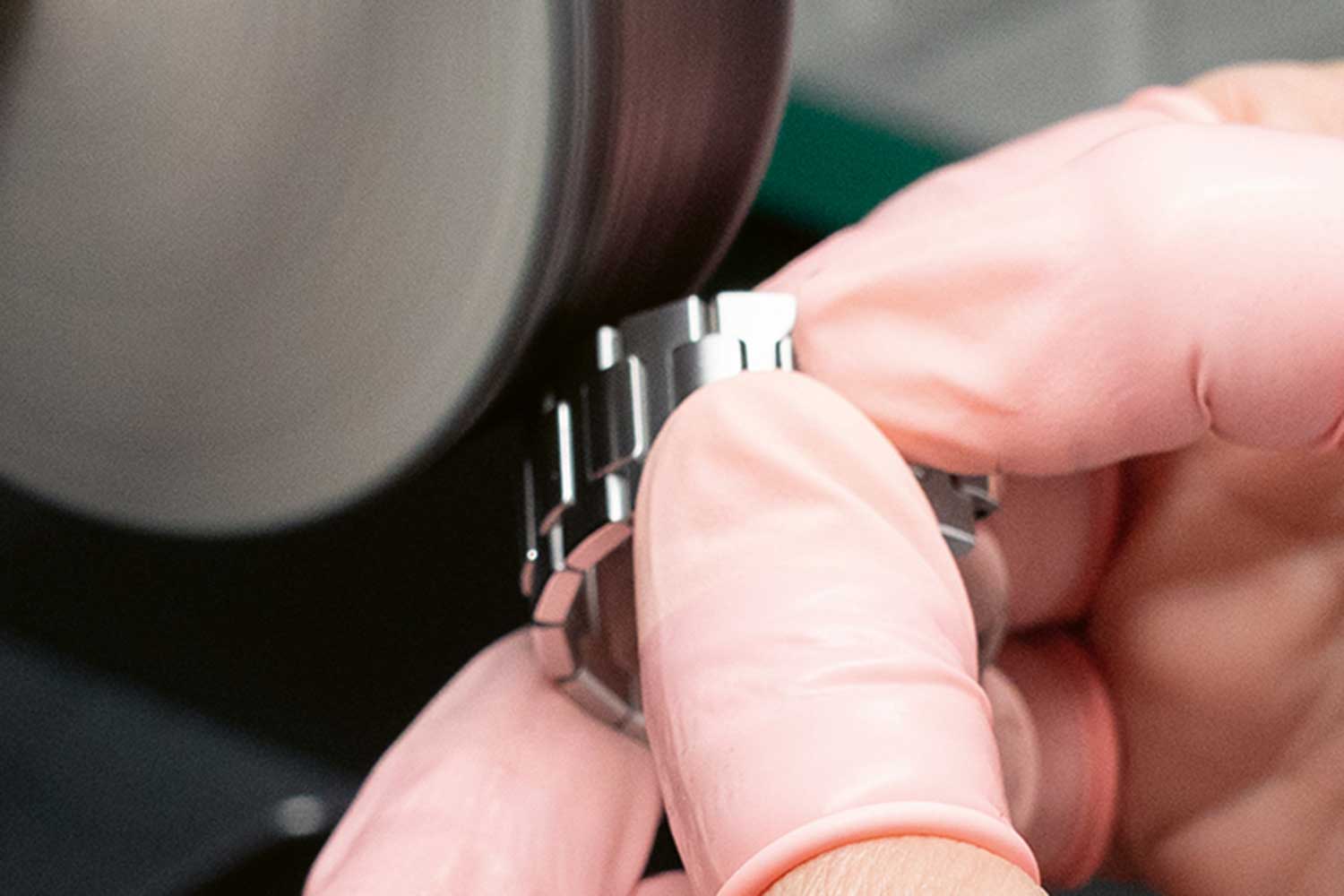
There is perhaps no area of finishing more synonymous with Patek Philippe than the finishing of its bracelets. Few can match their devotion to the craft of the perfectly finished bracelet. Following the machining process, it takes no less than 55 steps to perform the finishing operations on a Nautilus case and bracelet. The exterior H-shaped links and center links are individually prepared, each undergoing lapping on the underside and satin-brushing or mirror-polishing on top. The bracelet is then assembled by fitting the links together and installing the pins.

They are then rebuffed to create a full satin-brushed finish
The underside and top surface are then buffed to create a satin-brushed finish, followed by the chamfering of the edges. Afterward, the H-shaped links are protected with a masking tape, exposing only the center links that must undergo polishing and buffing once again. Following that, the clasp is assembled with its tension adjusted, and it is fitted onto the bracelet with the cover being riveted. As any mishap at this stage could result in parts having to be refinished, a protective film is used to cover the surfaces of the bracelet.

The H-shaped links are protected with a masking tape, exposing only the center links that must undergo polishing and buffing once again
Chamfering the edges
Case making, on the other hand, starts off by having the form of the case stamped from a strip of metal using a press. Then, a punch is used to force the piece into the cavities or impressions on the die block. This repeated pressing allows for gradual refinement of the case’s dimensions until the final shape is achieved. After forging, the case undergoes thermal treatment to homogenize the metal’s composition and structure, ensuring consistent mechanical properties to maintain the integrity and quality of the case. It then undergoes further machining in a CNC lathe before it is ready to receive surface treatments such as diamond polishing.

The various stages of machining, turning and finishing
One of the decorating techniques we got to witness was the creation of the Clous de Paris hobnail pattern on the caseband of watches such as the Calatrava Ref. 5531 as well as the Grandmaster Chime Ref. 6300. The guillocheur uses a hand-operated comb and plane lathe, where a comb tool with a series of fine parallel teeth is wielded with utmost control and precision to engrave the surface of the case while turning it. The difficulty lies in the delicate balance between applying just the right amount of pressure and ensuring consistent movement to achieve the desired results.
Applying the Clous de Paris hobnail pattern using a comb and plane lathe
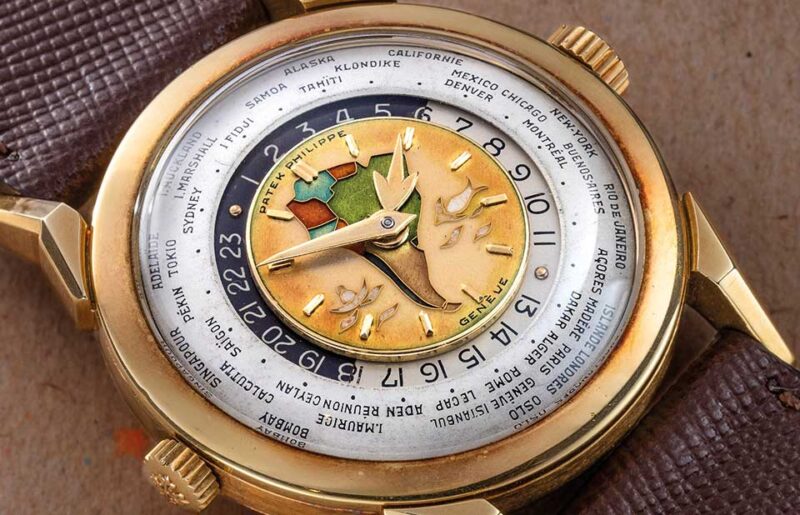
In a particularly dim corner of the room, there is the gem-setting department, which consists of skilled gem- setters dedicated to working on special Haute Joaillerie pieces. One of them was working on the dial of an Aquanaut where its checkerboard pattern had been replaced by baguette-cut diamonds and emeralds using the invisible setting technique. This technique provides a seamless and smooth appearance by hiding the metal framework that holds the stones. The result is a striking and visually appealing design where the gemstones seemingly blend into the surrounding precious metal.

The dimly-lit environment of a gemsetter enhances their ability to assess and set gemstones with precision
A metal framework or setting is specially designed to hold the stones. The metal bars or channels have notches on their sides to securely hold the gemstones in place. Tiny grooves, known as girdle grooves, are present on the sides of the baguette-cut stones that interlock with the notches in the metal framework, ensuring a secure and precise fit. The gem-setter uses pressure to secure the stones gently and precisely into the metal setting. The gems are fitted closely together, with no visible gaps or metal prongs between them, giving the illusion that they are floating or magically held in place.

Setting the dial of an Aquanaut with baguette-cut diamonds and emeralds using the invisible setting technique
After the stones are set, the piece undergoes careful inspection to ensure that each stone is perfectly aligned and secured in place. The patience, steady hand and gimlet eye that we take for granted in watchmaking, are just as crucial for the maestros of the gem-setter’s craft. As a testament to its complexity, watches featuring the invisible setting technique often command a premium.
Grand Complications
PP6 also houses the production and assembly of grand complications, which is by far the most labor-intensive aspect of their manufacture. The CNC machines used in this department cater to small serial production. Our guide explained that in the Grandmaster Chime, the mainplate begins as a very thick plate of metal that requires four hours of milling and drilling on the front and six hours of milling on the back.

Beveling the balance bridge of the Grandmaster Chime using a metal file

An overview of components with intricate shapes and varying sizes present in grand complications
Skeletonized plates and other intricate small components, such as levers, are manufactured with high precision using an electro or wire erosion. In this process, the machine submerges a series of metal plates in deionized water and directs a thin, electrically charged wire downward to cut the plates with exceptional accuracy. The wire erosion technique allows for the creation of complex and delicate shapes with very tight tolerances, ensuring the precise and intricate construction of parts.

Applying circular graining to the base plate of the Grandmaster Chime
Precision cutting using electro-erosion
Unlike movement parts for the classic collections, parts for grand complications can be extremely difficult to finish by hand due to their complex shapes and sizes. While a bench-style wooden grinding wheel or a handheld rotary tool is used on the regular production floor, we saw more metal and wooden files being used in this department. A manual file is more time-consuming, but it offers maximum control on more delicate and hard-to-reach areas, as seen on components like the bridge for a tourbillon or a centrifugal governor. These various methods of anglage enable Patek Philippe to consistently maintain a high quality of finish.
Rare Handcrafts
Continuing our journey to the fourth floor, we were treated to a demonstration of champlevé enameling in the Rare Handcrafts department. In champlevé enameling, a thick dial plate is carefully hollowed out to create outlines of cavities where enamel is painted into, before firing to affix the colors. This method allows different colors of enamels to be mixed freely within one compartment to create gradients and shading without affecting the others. It is generally simpler and quicker to execute compared to cloisonné, which requires precise shaping and positioning of thin metal wires, making it more suitable for serial production.

An enameller showcasing the technique of champlevé enameling
The demonstration was eventually hijacked by our group and the artwork began deteriorating rapidly. We were told that Patek Philippe fires the enamel after the application of each layer, while some brands opt to fire at the end for quicker production, limiting color and shading adjustments if issues were to be discovered only at the end. Alas, the artwork did not advance to the stage of firing; by the time we were done, it was ready for the bin.

Bottles of enamel powder

Cloisonné enameling on the dial of the Golden Ellipse Ref. 5738/50G-025 “Snow-Covered Landscape” created for the Grand Art Exhibition in Tokyo
The team of enamelers based in PP6 are skilled in as many as 12 types of enameling. There are also enamelers based in Patek Philippe’s dial factory, Cadrans Flückiger in St Imier. For certain special pieces, independent enamelers, including Anita Porchet, are subcontracted.

Engraver working on the Calatrava Ref. 5089G-124 launched during the same occasion

The gold wire used to create compartments in cloisonné enameling
By the end of the tour, it was impossible not to come away with a profound respect and admiration for the completeness and consistency that permeate every aspect of Patek Philippe, be it in terms of watchmaking or manufacturing. These qualities are emblematic of the fact that the manufacture is nothing if not superlatively astute about its future, as it has been since the dawn of the Stern era. The decision to strengthen its complicated and Rare Handcrafts collections is a move that will only reaffirm its position as the foremost complication specialist and a steadfast guardian of Genevan craftsmanship. In an era consumed by hype-y steel watches, this is the light at the end of the tunnel.